
Kaedah pelarasan untuk kelajuan penyuapan benang (ketumpatan fabrik)
1. Perubahandiameter roda boleh ubah kelajuan untuk melaraskan kelajuan suapan, seperti yang ditunjukkan dalam rajah berikut. Longgarkan nat A pada roda boleh ubah kelajuan dan putar cakera pelarasan lingkaran atas B ke arah “+”. Pada masa ini, 12 blok gelongsor dalaman D akan meluncur ke luar. Apabila diameter cakera aluminium suapan meningkat, jumlah suapan boleh ditingkatkan. Putar ke arah “-”, dan 12 blok gelongsor D akan meluncur ke arah kedudukan paksi. Diameter cakera aluminium suapan akan berkurangan, dan jumlah suapan akan berkurangan. Cakera aluminium suapan boleh dilaraskan dari diameter 70mm hingga 200mm. Selepas melaraskan diameter, kunci nat atas A dengan ketat.
Semasa memutarkan plat pelarasan atas, cuba kekalkan keseimbangan sebanyak mungkin untuk mengelakkan paku gelangsar yang menonjol E daripada tercabut dari alur (F/F2) dalam plat pelarasan atau plat slot. Selepas melaraskan diameter, sila ingat untuk melaraskan ketegangan tali sawat.
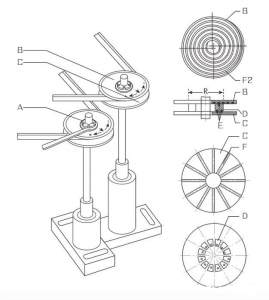
A: Nat B: Cakera pelaras lingkaran C: Cakera slot D: Gelongsor E: Paku F: Alur lurus cakera slot F2: Alur lingkaran cakera pelaras
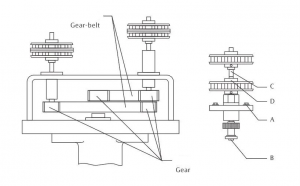
2. Tukar nisbah penghantaran gear
Jika jumlah suapan melebihi julat pelarasan plat aluminium suapan (berlebihan atau tidak mencukupi), laraskan jumlah suapan dengan menukar nisbah transmisi dengan menggantikan gear di hujung bawah plat aluminium. Longgarkan skru A, tanggalkan pencuci dan pasangkan lajur aci C dan D, kemudian longgarkan skru B, pasangkan semula gear, dan ketatkan nat dan empat skru A selepas menggantikan gear.
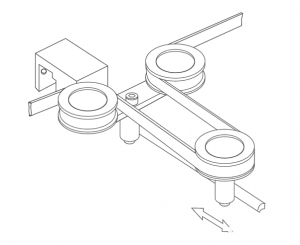
3. Melaraskan ketegangan tali sawat penghantar benang
Setiap kali diameter cakera aluminium penyuap diubah atau nisbah gear diubah, tali sawat penyuap mesti dilaraskan semula. Jika ketegangan tali sawat penyuap benang terlalu longgar, akan berlaku gelinciran dan benang terputus antara tali sawat dan roda penyuap benang, menyebabkan kehilangan benang semasa menenun. Longgarkan skru penetap roda besi pelaras, tarik roda besi ke luar mengikut ketegangan yang sesuai, dan kemudian ketatkan skru.
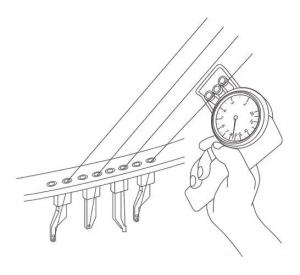
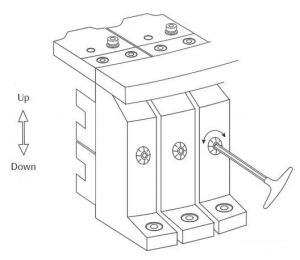
4. Selepas melaraskan kelajuan penyuapan benang, ketegangan benang juga akan berubah sewajarnya. Putar skru pelaras (seperti yang ditunjukkan dalam rajah di bawah) dan gunakan penegang benang untuk memeriksa ketegangan setiap port penyuapan, laraskan pada kelajuan benang yang diingini.
Masa siaran: 26 Sep-2023